规格多规格可选
优势专项施工资质、经验丰富
实际价格来电面议
是否加工是
售后服务让客户满意
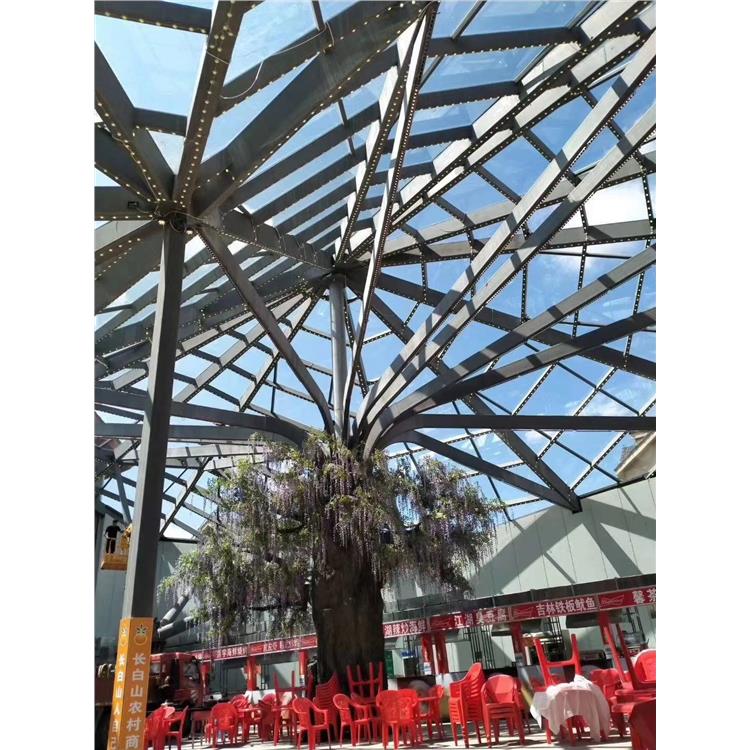
管桁架结构整体性能好,扭转刚度大且外表美观,制作、安装、翻身、起吊都比较容易;由冷弯薄壁型钢制作的钢管屋架,具有结构轻、刚度好、节省钢材,并能充分发挥材料强度等优点,尤其是在由长细比控制的压杆及支撑系统中采用更为经济。采用这种结构的建筑物基本属于公共建筑。该结构具有造型美观(可建成平板形、圆拱形、任意曲线形)、制作安装方便、结构稳定性好、屋盖刚度大、经济效果好等特点。
管桁架构造生产加工生产制造步骤:
1、零件开料、弯头,该工艺流程主要是主弦杆管道支架成型。针对倾斜度不规律的管材,先依据弧型的函数曲线,测算管材基准点座标,另外制取相对的折弯磨具,采用规格达标的钢管原材料冷拔成形,弯头成型后查验基准点应不少于桁架结构弦杆阶段基准点。
2、在事先准备好的胎架子上开展管桁架组装模块的组装和电焊焊接,确保各模块的精密度。模块组装的规格务必,以确保高处安装(总拼)时连接。
①施工放样、架设组装胎架。运用三维绘图软件施工放样,包含支管、主弦杆线型转折点基准点、连接点、围绕壳体角点等座标基准点,明确预制构件横、竖向部位。
②负责人上胎调节精准定位。单元体组装,整体应该按先平面图、后室内空间,先正中间后两侧,先松后面再上的次序开展;在同一连接点上按先大管后小管、先负责人后立管次序开展。负责人上胎后,运用线坠两端对齐并调节各基准点部位,明确平面图范畴内线型。运用垂准仪测量调节各基准点的设计标高。
③立管联接精准定位。主弦杆精准定位后,焊接固定不动坚固,一样运用线坠、垂准仪等仪器设备明确各立管部位,焊接固定不动。
④围绕壳体联接。为减少壳体拼装后的形变,先将壳体总体组装,电焊焊接一部分焊接,再将一部分板拆卸后与桁架结构开展拼装。
3、电焊焊接进行后查验桁架结构总体规格、修复缺点、打磨抛光。漆料后标上序号、绘制安装定位线,准备安装。

管桁架加工 主要应用钢刷等物品对不锈钢板材表面开展打磨抛光,弯管加工上再加上这种能够 除去松脱或翘起来的氧化皮、锈迹、焊穿等。手开工具防锈处理能抵达Sa2级,驱动力物品防锈处理可抵达Sa3级,若不锈钢板材表面粘附牢固的,物品防锈处理结果不理想,达不上玻璃钢防腐规定的锚纹深层。

桁架加工经讨论组织认证,防腐蚀层的使用寿命除在于镀层种类、涂敷品质和工程施工状况等因素外,弯头的表面处理对防腐蚀层使用寿命的危害约占50%,因此,应严格按照防腐蚀层规范对弯头表面的规定,时常研究和小结,时常改进弯头表面处理方法。

乌鲁木齐泓鑫盛源建材有限公司拥有各种压型瓦设备、彩钢夹芯板生产线、钢承板压型设备、c/z型钢,快拼房,大,集装箱式活动房成型机等设备几十余条,可更好的为顾客保证生产质量、供货期等。
http://hongxin20.b2b168.com